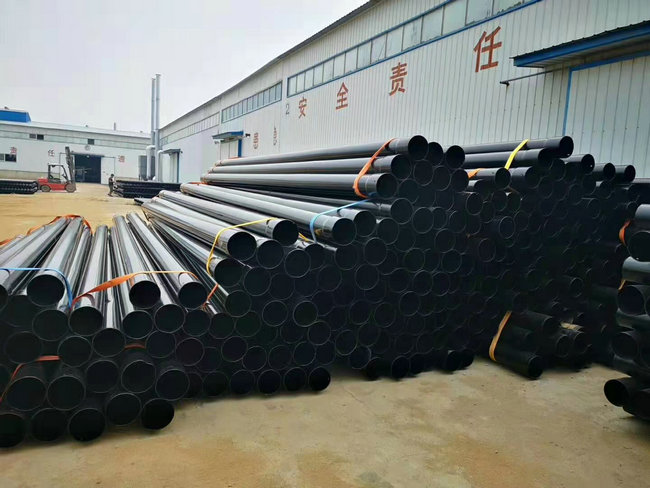

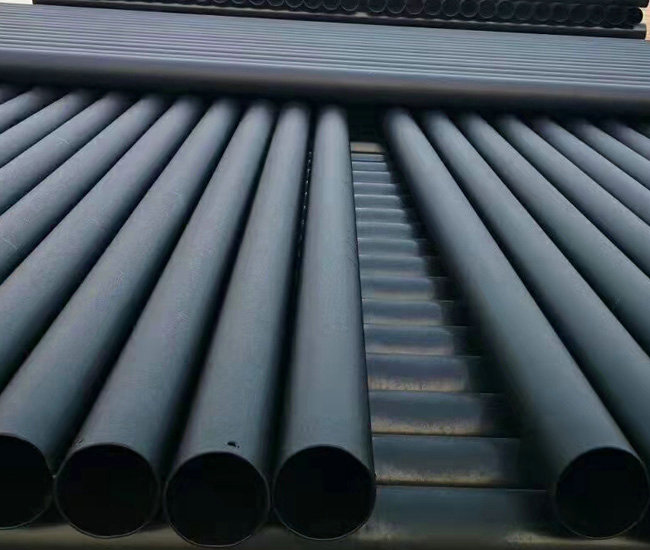




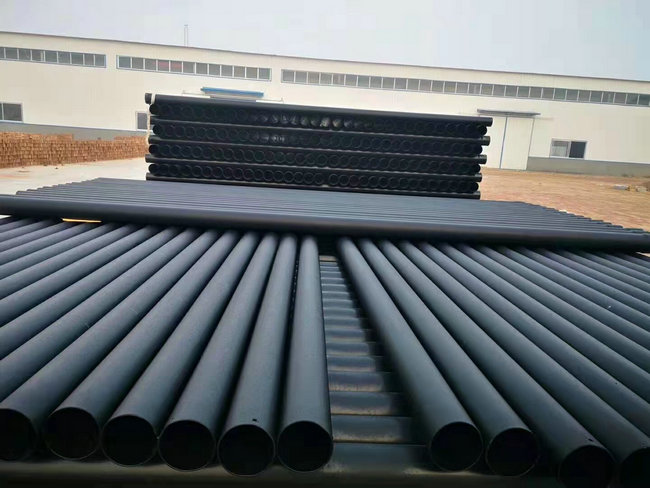
热浸塑钢管是采用流化床浸渍工艺,一次性成膜新工艺生产的新型防腐钢材,是原涂塑钢管或静电喷管的升级替代产品(该类产品采用物理深度处理工艺)。
热浸塑钢管作途
热浸塑钢质线缆保护管道产品采用优良钢材,机械强度高,承压能力强,电气绝缘性能优良,内外表面硬度高且光滑,摩擦系数小,阻燃性好,吸水率低(小于0.003%),使用温度范围大(―40℃~120℃)等优点。集优良钢管道和纳米涂层性能优点与一身,被广泛应用于全国各个地区的电力、通信、交通、市政、矿山、石油、化工等管道系统建设中。
介绍一下热喷塑镀锌管的进水管测试软件
1、热塑喷镀锌管灌水前,在疲劳试验管线的上下面管顶及管线中的鼓出点应设res排气阀。输送管道端部填塞后,应由下面迟缓灌水。
2、在约10钟头内,将体统升压至耐压有压,即作业有压的1.25倍,始终保持恒压10min,排查主板接口、管身无开裂及渗漏水現象时,给水管构造实验操作为完成。
3、效果实验设计时,若在给水管装置试压持压的时间压力降不不超0.02MPa,不一定皮肤补水而会认为效果实验设计达标率。
4、热喷塑焊管的pvc管升压时,pvc管内其他气体应清除,升压工作中,当发现了压簧工作压力计表针跳动、忽高忽低且升压过慢时,应已经进气后升压。
5、对设备比较慢升压,至运转气压后,为止施压,安全稳定1小的时候。当气压较低0.02Mpa,对管线使用补充水分以确保压力。审核管线及所有的的插头、附设备等是否是有渗漏不良现象。
6、分级管理升压。负压宜采取人工操作泵变慢升压。升压时段没法不低于6-10min。每升其中一个定级应进行检查前胸、支墩、管身及接口协议,当何异常情况时再立即升压。