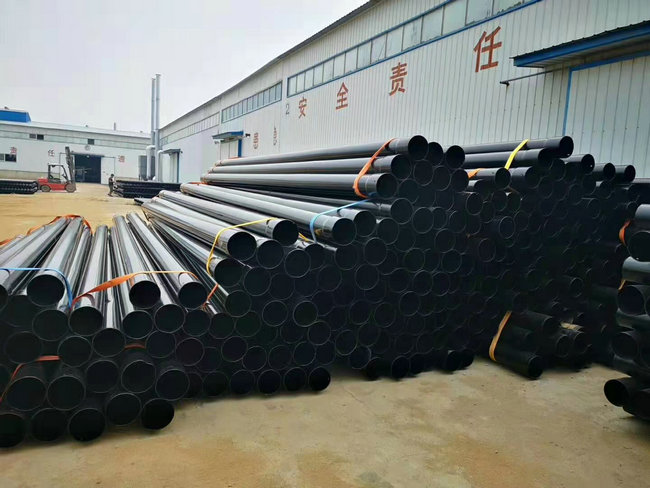

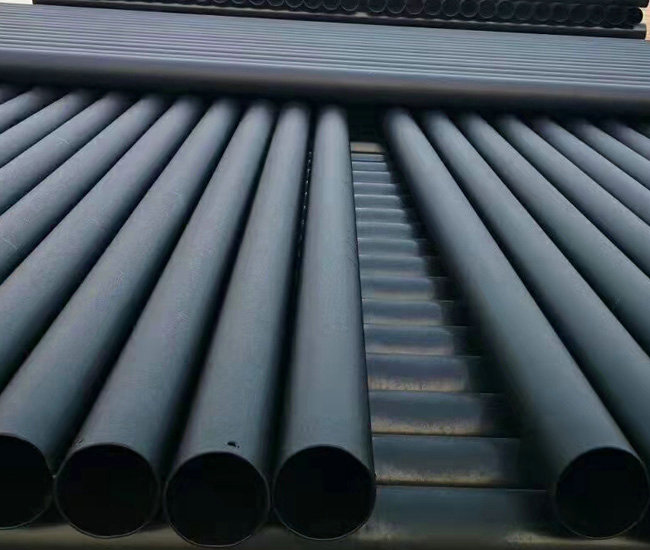




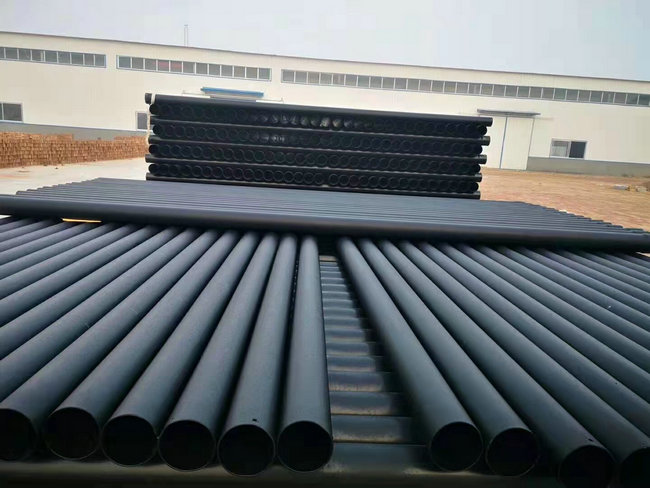
热浸塑钢管是采用流化床浸渍工艺,一次性成膜新工艺生产的新型防腐钢材,是原涂塑钢管或静电喷管的升级替代产品(该类产品采用物理深度处理工艺)。
热浸塑钢管作途
热浸塑钢质线缆保护管道产品采用优良钢材,机械强度高,承压能力强,电气绝缘性能优良,内外表面硬度高且光滑,摩擦系数小,阻燃性好,吸水率低(小于0.003%),使用温度范围大(―40℃~120℃)等优点。集优良钢管道和纳米涂层性能优点与一身,被广泛应用于全国各个地区的电力、通信、交通、市政、矿山、石油、化工等管道系统建设中。
推荐热热浸锌不锈钢管的出水量公测
1、热包塑镀锌管灌水前,在校正给水管的中上下游管顶及给水管中的凸出来点应设排气阀阀。给水管尾端堵漏后,要从上下游变缓灌水。
2、在约10min内,将软件升压至试验报告气压,即工做气压的1.25倍,始终保持恒压10min,檢查usb接口、管身无耐磨损及水漏问题时,管线密度研究为通过。
3、力度可靠性试验检测时,若在输送管道系統试压持压准确时间静水压力降不超0.02MPa,可以不保湿而看做力度可靠性试验检测合适。
4、热热浸锌圆钢管的途径升压时,途径内气味应是排除,升压进程中,当感觉压簧压强计表针摆动旋转、忽高忽低且升压比较慢时,应直接排气阀门后升压。
5、对控制系统慢慢升压,至事情压差后,停机充压,比较稳定1小时候。当压差缩减0.02Mpa,对管道铺设铺设去保湿以保持静水压力。进行检查管道铺设铺设及各个的连接管、附硬件等有无有渗漏毛细现象。
6、层级分类升压。补压宜用到自功泵比较慢升压。升压的时间没法低于6-10min。每升一层级应检修胸口、支墩、管身及接头,当异于常毛细现象时再坚持升压。