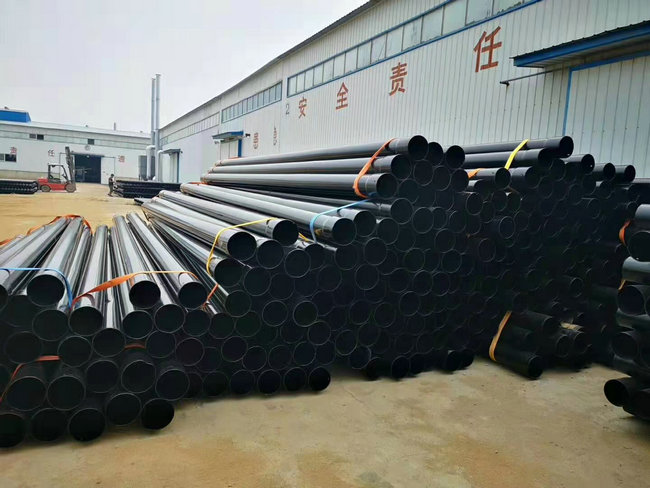

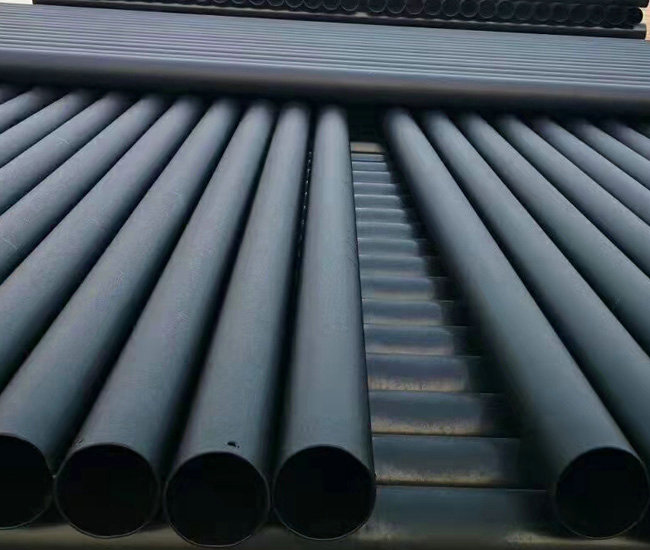




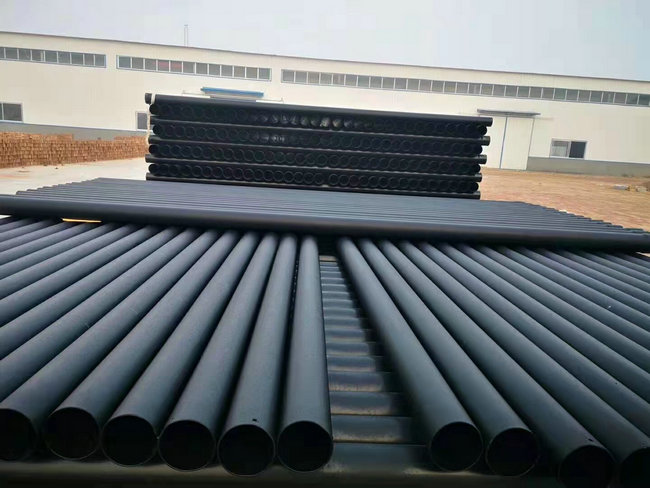
热浸塑钢管是采用流化床浸渍工艺,一次性成膜新工艺生产的新型防腐钢材,是原涂塑钢管或静电喷管的升级替代产品(该类产品采用物理深度处理工艺)。
热浸塑钢管作途
热浸塑钢质线缆保护管道产品采用优良钢材,机械强度高,承压能力强,电气绝缘性能优良,内外表面硬度高且光滑,摩擦系数小,阻燃性好,吸水率低(小于0.003%),使用温度范围大(―40℃~120℃)等优点。集优良钢管道和纳米涂层性能优点与一身,被广泛应用于全国各个地区的电力、通信、交通、市政、矿山、石油、化工等管道系统建设中。
推荐热塑喷不锈钢管的水流量考试
1、热侵塑管材灌水前,在耐压试验热力线路的上上中游管顶及热力线路中的鼓鼓的点应设res排气阀。线路末段修补后,需从上中游放缓灌水。
2、在约十分钟的英文内,将操作系统升压至實驗设计心理压差,即本职工作心理压差的1.25倍,保持良好恒压10min,查验主板接口、管身无破裂及空调漏水情况时,管材抗压强度實驗为良好率。
3、硬度耐压时,若在给水管系统的试压持压准确时间压力降降不超越0.02MPa,也可以不补水保湿而判定硬度耐压不合格。
4、热热浸锌管材的通风管道铺设升压时,通风管道铺设内实验室气体应解决,升压流程中,当感觉拉簧负荷计表针跳动、发飘且升压过慢时,应如何改装排气管后升压。
5、对软件过慢升压,至工作任务负荷后,停掉负压,比较稳定1个钟头。当负荷减轻0.02Mpa,对给水管来进行保湿补水以恢复压力。检测给水管及任何的金属接头、附部件等要不要有渗漏現象。
6、分级制度升压。加氧宜适用手动式泵过慢升压。升压耗时不得当低于6-10min。每升有一个等级分应全面检查前胸、支墩、管身及插孔,当异于常不良现象时再重新升压。